












Extra-Fine Green Welding Rod – Thin-Gauge Electrode for Galvanized & Mild Steel (1.6mm / 2.0mm)
1.6 mm Slim Core – Ideal for 0.8–3 mm Thin Sheet
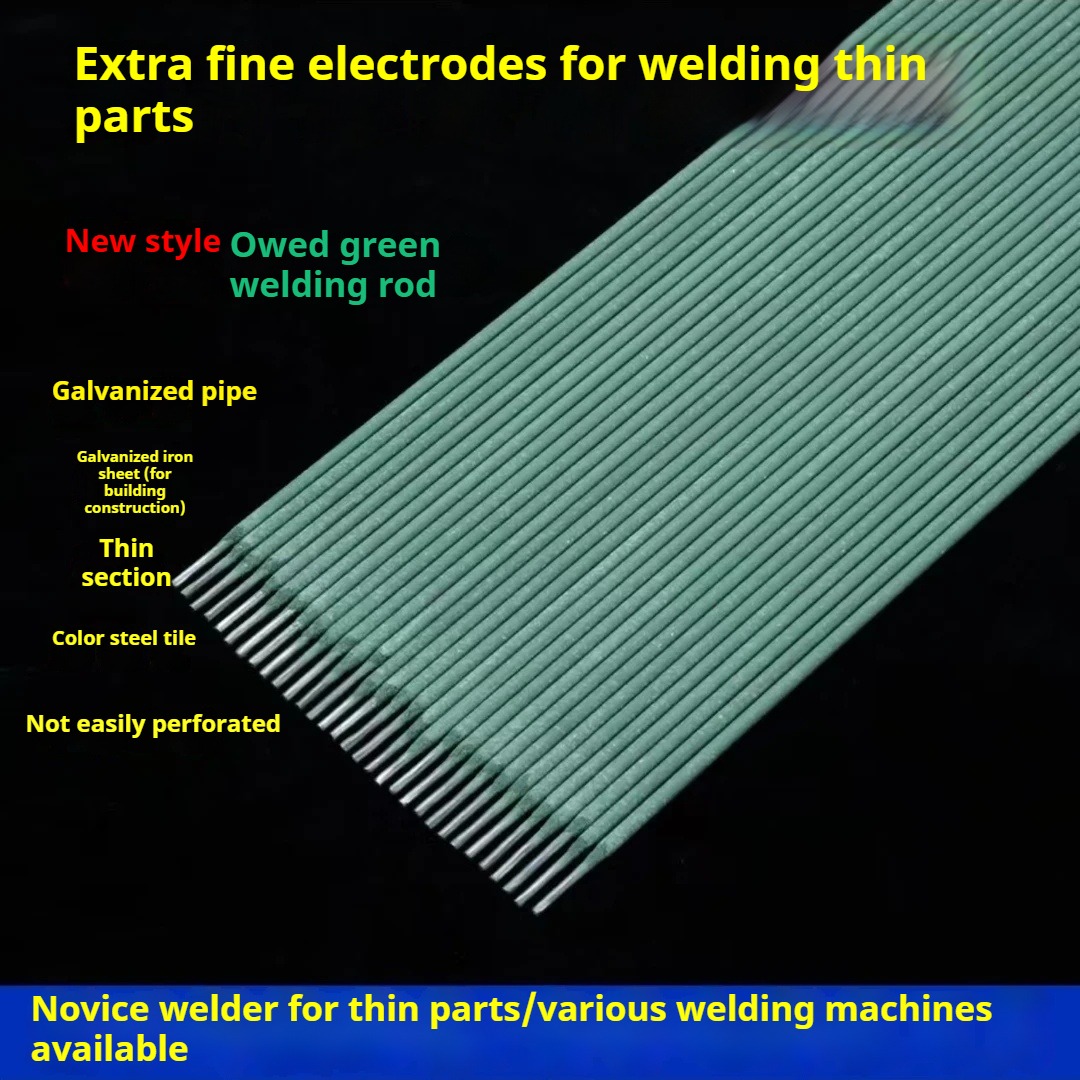
Designed specifically for light-gauge metalwork, these rods prevent blow-through on ducting, flashing, and thin steel panels. Delivers clean fusion without warping or distortion.

Green Flux Coating – Low Spatter, Smooth Slag Removal
Formulated with a special rutile-alkaline blend for quiet arc operation, reduced smoke, and fast-release slag. Spend less time grinding and more time welding.

Galvanized Steel Compatible
Weld through zinc-coated surfaces without porosity. Perfect for galvanized pipes, steel roofing sheets, and metal cladding. No need to strip coatings before use.
Beginner-Friendly Ignition & Arc Stability
Lights easily on both 110V and 220V inverters. Runs steady between 50–80 A with excellent control—ideal for new welders practicing fillets, lap joints, and seams.

Moisture-Resistant Storage Tube
Sealed PVC canister protects rods from humidity, oxidation, and hydrogen contamination. Ready to use straight out of the box with no re-baking needed.

📐 Technical Specifications
| Rod Diameter | Ø 1.6 mm / Ø 2.0 mm |
| Length | 300 mm (12 inches) |
| Classification | AWS E6013 / GB ER49-19 |
| Recommended Amperage | 50–80 A (AC / DC) |
| Polarity | DCEN / DCEP / AC Compatible |
| Flux Type | Rutile-alkaline, zinc-buffered |
| Packaging | 1 kg vacuum-sealed tube (~100 pcs at Ø1.6 mm) |
| Recommended Use | Galvanized pipe, thin sheet, ducts, roofing panels |
💬 FAQ
Q • Can I use these on a 110V inverter welder?A • Yes, they run smoothly on 110V household machines. Start with 55–60 A on DC- for optimal arc control.
Q • Do I need to grind the zinc off first?
A • Not necessary. The flux handles light zinc layers. For thicker coatings, a wire brush helps with bead appearance.
Q • Can I weld vertically with this rod?
A • Absolutely. Use 65–70 A and a whip-pause motion to keep slag under control while climbing.
Q • How should I store them?
A • Keep rods in the sealed tube in a dry place. If exposed to moisture, bake at 250°F (120°C) for 30 minutes before use.